Skip to content
RAPHAEL CRESPIN
SELECTED WORKS
ARCHIVES
ABOUT
SELECTED WORKS
ARCHIVES
ABOUT
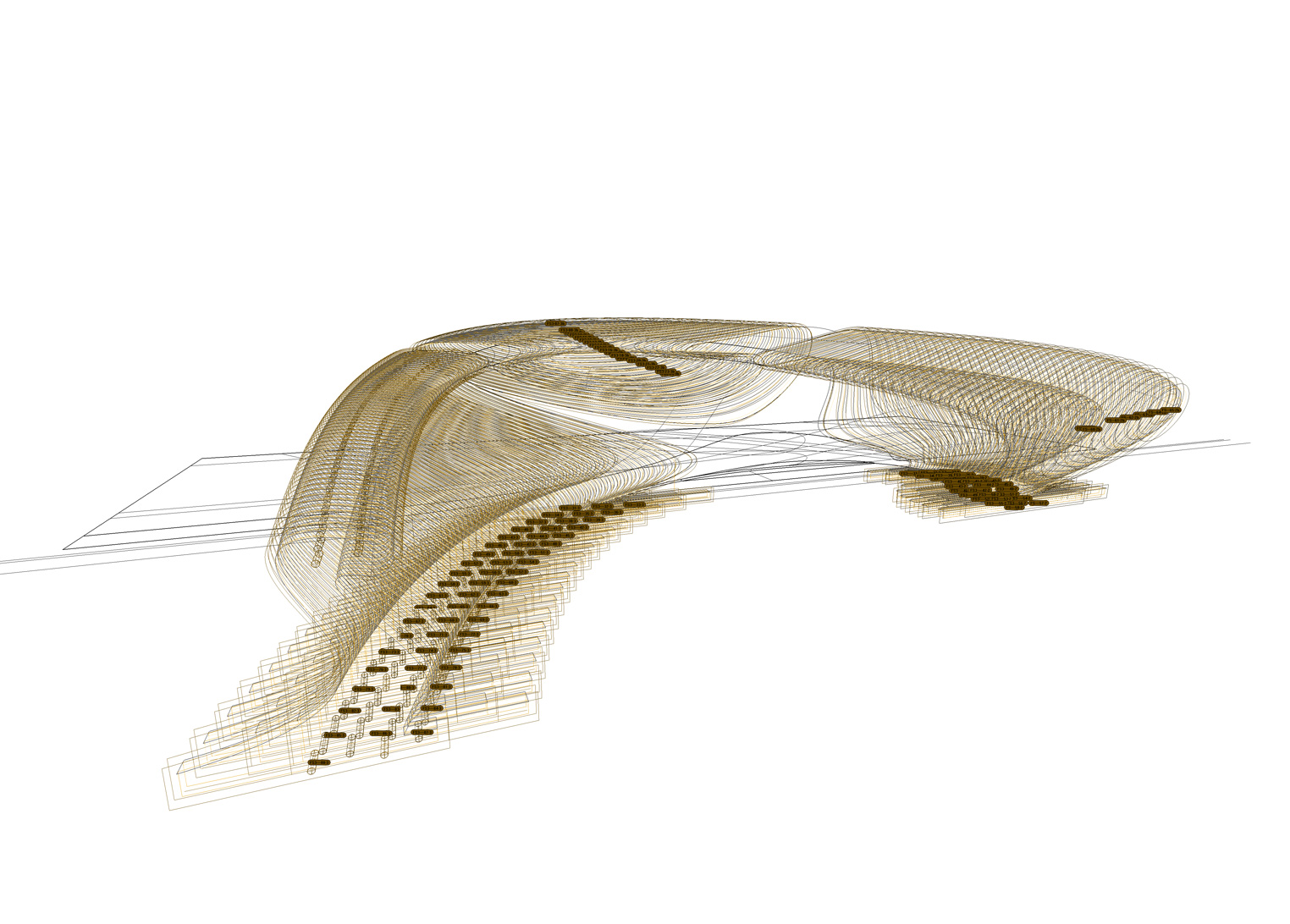
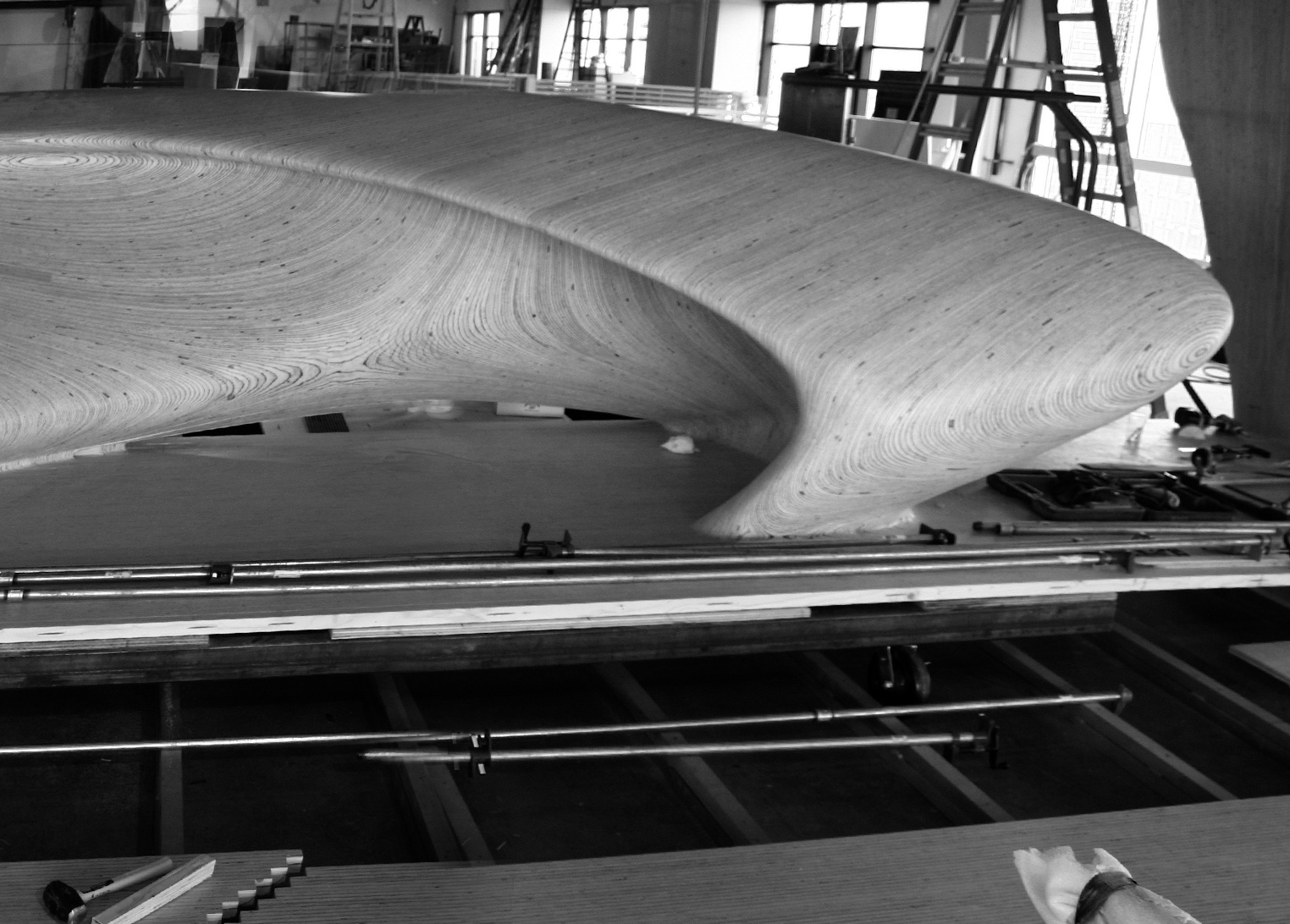
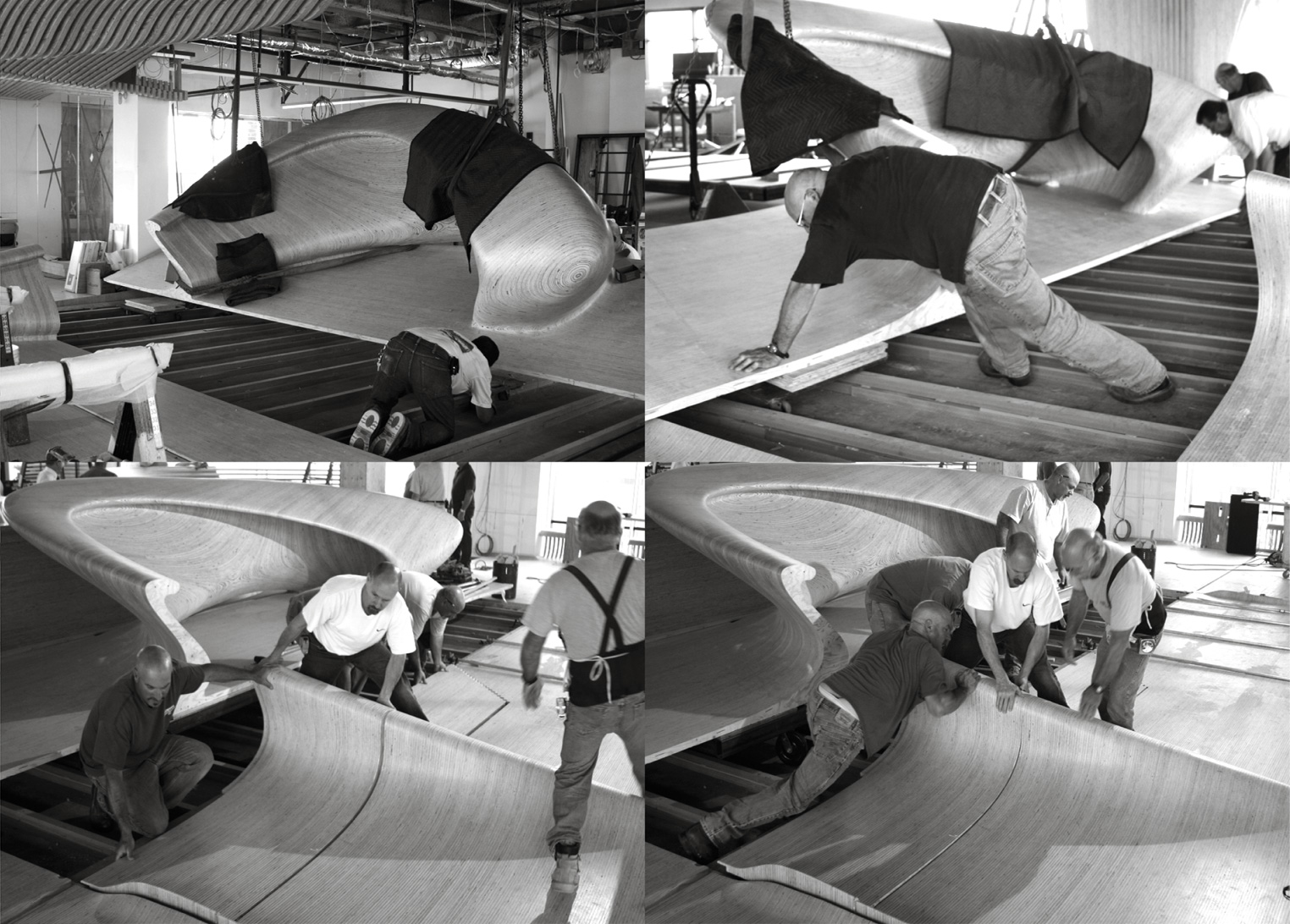
One Main
Office Renovation, Boston MA – dECOi Architects
Reception desk
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
One main - dECOi
Prev
Previous
Homepage
Next
All
Next
SELECTED WORKS
ARCHIVES
ABOUT
Instagram
Envelope
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}